编者按:从航空钛合金的加工特点、加工用刀具、工装夹具和切削参数等方面,分析讨论钛合金的加工工艺方法,并对其表面完整性控制技术进行介绍。

高级工程师 黄强
1、序言
近年来,航空制造业对钛合金的需求大幅提升,大型飞机中钛合金的使用范围非常广泛。作为飞机及发动机的优良制造材料,钛合金具有结构强度高、质量轻及耐蚀性良好等特点。钛合金材料的切削性能决定了其加工后工件表面完整性较差。下面从钛合金的加工特性、加工刀具、工装选用和切削参数等方面,介绍航空钛合金的加工方法及表面完整性控制技术。 2、钛合金的特点及应用
在航空工业领域,钛合金主要用于制造发动机压气机盘、中空风扇叶片、涡轮盘和机匣壳体等零部件,以及大飞机起落架、外翼段、机身外壳、舱门、液压系统和机身后段等结构件。目前,钛合金在航空工业中的使用比例已由6%提高至15%以上。波音777使用了7%~9%的钛合金零件;为达到降低燃油消耗20%的目标,波音787在研发过程中投入约20亿元,专项研究钛合金在飞机某些部位替代铝合金,使波音787机体钛合金用量达15%;国内大飞机项目中,钛合金的用量已从支线客机ARJ21的4.8%,逐步增长到干线客机C919的9%以上。
航空领域结构轻量化、高强度等需求,使其越来越离不开钛合金。根据强度和耐高温性能,钛合金可分为α钛合金、β钛合金、α+β钛合金和钛铝合金,其中以α+β钛合金(Ti6Al4V)应用最为广泛。α钛合金热焊接性能好,抗氧化性强,但韧性一般;β钛合金可锻性较好,冷成形性及热处理强化性强;α+β钛合金韧性好,可焊接及热处理强化,抗疲劳性能较好。
Ti6Al4V的材料成分主要包括Ti、Al、V、Fe、 O、C、S i、C u及少量的N、H、B和Y。钛合金综合力学性能优异,密度低,耐腐蚀性能良好,作为一种高强度合金材料,在航空发动机及航空工业领域一直被推广使用。但是,钛合金切削过程中的高温、高抗力,使其加工后表面冷作硬化现象严重,加剧了刀具的磨损,导致其切削性较差,这些都不利于获得好的表面质量,影响钛合金零件的使用寿命及发动机工作性能。下面以Ti6Al4V为研究对象,结合生产实践中积累的经验方法,对钛合金零件的切削性能、加工方法及表面检测技术进行介绍。
3、铁合金加工方法
3.1 刀具的选择
加工钛合金的刀具材料应具有韧性好、热硬性好、散热性及耐磨性好等特点,除此之外,刀具还应满足刃口锋利、表面光洁等要求。加工钛合金材料时,首选导热性较好、强度较高的硬质合金刀具,且前角较小、后角较大。为避免刀尖崩刃及裂碎,刀尖刃部应做圆弧过渡处理;加工时应保持刃口锋利,有利于及时排屑,避免切屑粘刀。
加工钛合金时,为防止刀具本体及涂层与钛合金产生亲和反应,使刀具磨损加剧,通常避免选择含钛类硬质合金及含钛涂层刀具。多年的生产实践发现,含钛类硬质合金刀具虽然容易发生黏结、磨损,但其具有优异的抗扩散磨损能力,尤其是高速切削时,含钛类硬质合金刀具的抗扩散磨损能力明显优于YG类硬质合金刀具。
世界各大刀具厂商均推出了针对钛合金零件加工的切削刀片。刀具材质及涂层材料的不断改良,提高了钛合金材料的切削效率,推动了钛合金工业的发展。伊斯卡(ISCAR)公司的IC20刀片切削钛合金,刀具刃口锋利,适合钛合金工件的精加工。其IC907刀片有效提高了刀片的耐磨性,适合应用于粗加工及半精加工中;山高(SECO)公司用于加工钛合金的CP200及CP500,采用物理气相沉积技术,是一种高硬度超细颗粒的刀片材质;瓦尔特(Walter)公司的WSM30、WSM20及WAM20,采用TiCN、TiAlN、TiN与Al2O3涂层,刀具的抗变形、抗磨损能力较强。常用的钛合金加工刀具及涂层见表1。
表1 常用的钛合金加工刀具及涂层
据统计,航空制造领域大部分需使用进口刀具,而钛合金等难加工材料对于进口刀具的依赖程度更高。因此,推动国产刀具及涂层材料的研发及应用,是彻底解决国内钛合金加工问题的有效途径。
3.2 刀具的磨损及解决办法
钛合金材料切削时,在切削速度较高、吃刀量较大的情况下,刀具前刀面切削温度最高处会磨出一个月牙洼,刀片的切削刃与月牙之间有明显的棱边。月牙洼的宽度及深度随着切削磨损的加重逐渐扩展,使切削刃的刚性降低,继续使用刀具会出现崩刃现象。刀片磨损的电子显微图像如图1所示。
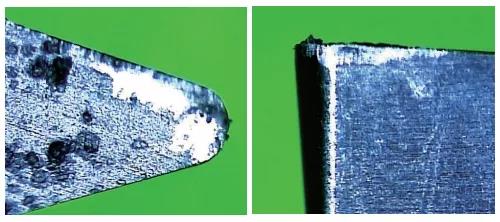
a)前刀面磨损出现崩刃现象 b)后刀面磨损
c)积屑瘤
图1 刀片磨损的电子显微图像
钛合金材料加工时,刀片与工件剧烈摩擦,刀片后刀面与切削刃交界的部位磨出后角为零的小棱面,形成后刀面磨损。除此之外,由于钛合金的加工硬化,副切削刃的刀尖部位切削厚度逐渐减小,导致切削刃打滑,后刀面也会出现较大磨损。
刀片磨损后,可通过观察切屑形态、颜色,机床的受力、声音和振动等,调整切削线速度及进给量,控制刀片前刀面异常磨损。采用正前角槽型刀片,选用耐磨的刀片材料或涂层,提高刀具寿命。
钛合金加工过程中容易形成积屑瘤。当积屑瘤处于稳定状态时,可代替切削刃进行切削,起到保护刀具的效果;当积屑瘤累积到一定程度后,积屑瘤的顶端会伸出切削刃之外,刀具的实际工作前角增大,积屑瘤的累积和剥离,直接影响零件加工的精度。积屑瘤碎片粘附在钛合金已加工表面上后,形成硬点和毛刺,影响表面质量。积屑瘤无规律的脱落和生成导致切削力产生波动,进而引起切削振动,影响刀具使用寿命。为减小或避免钛合金切削过程中积屑瘤的产生,生产实践中常用的方法有:提高切削速度,逐步增加切削深度至最佳;采用PVD物理涂层的刀片材料;采用高压冷却系统等。
在切削加工中,由于钛合金的塑性较低,切屑与前刀面的接触面积小,刀具磨损主要发生在车刀的前刀面上,因此切削刀片应该选用较小前角,合适的前角为0°~5°。小前角可有效增大切屑与前刀面的接触面积,有利于分散集中在刃口附近的切削热;选择5°~10°后角可以减少刀具与零件的摩擦。刀片底面和刀杆之间选择V形接触面组合,这种强固夹持结构设计,可有效提高刀杆夹持的刚性,消除刀具振动,提高钛合金工件加工后的表面质量。
3.3 工装的选择
钛合金工件在定位装夹时,夹具压紧力与工件支承力相互作用,在自由状态下会引起应力变形;钛合金切削时吃刀抗力较大,故工艺系统需保证有足够的刚度,需对工件的定位结构及定位尺寸进行分析,选择稳定可靠的定位基准,必要时增加辅助支撑,或通过过定位以提高零件刚性。由于钛合金易变形,所以夹紧力不能大,必要时可使用扭矩扳手,确保压紧力稳定。此外,在使用夹具定位装夹钛合金零件时,还应保证夹具的定位面与钛合金工件的定位面配合良好,夹具的压紧力与工件的支承力相互平衡;对于比较大的压紧面,应尽量采用分散压紧的方式,避免压力集中导致工件变形。夹具压板的压紧点应尽量靠近工件被加工表面,以减少钛合金切削时产生的振动。
钛合金加工严禁使用含铅、锌、铜、锡、镉及低熔点金属的夹具、测具或各种临时工装,加工钛合金的设备、夹具及工装应保持清洁无污染,钛合金工件加工后应及时清洗,钛合金表面不允许出现铅、锌、铜、锡、镉及低熔点金属等残留物。转移及搬运钛合金工件时,应使用专用周转箱,避免与其他材料的工件混用和混放。对精加工后的钛合金表面进行检查及清洗时,应戴上干净手套,防止油污及指纹污染钛合金表面,以避免发生盐应力腐蚀,影响钛合金工件的服役性能。
3.4 切削参数
钛合金的切削参数主要包括切削速度、进给量和切削深度,其中切削速度是影响其切削性能的主要因素。通过将钛合金工件恒转速切削及恒线速度切削进行对比试验,认为恒转速切削状态要差于恒线速度切削。当钛合金的切削线速度vc=60m/min、进给量f=0.127mm/r、切削深度ap=0.05~0.1mm时,钛合金表面很少发现硬化层。
由于硬化层主要出现在精加工后的工件表面上,所以精车时切削深度不宜过大,否则会产生大量的切削热,切削热聚集会导致钛合金表面金相组织出现变化,零件表面易产生硬化层;切削深度过小会导致工件表面摩擦挤压,出现加工硬化。因此,钛合金工件在加工时,精车的切削深度必须大于刀具倒钝的尺寸。
钛合金进给量选择应适中,若进给量过小,加工时刀具在硬化层中切削,则磨损较快。进给量可根据不同的刀具R进行选择,精加工一般选择较小的进给量,这是因为大进给量切削会使刀具抗力增加,使刀具受热弯曲或崩刃。表2为不同类型及材质的刀具切削钛合金时的常用参数。
表2 不同类型及材质的刀具切削钛合金时的常用参数
3.5 冷却系统
钛合金切削对切削液的要求是雾化程度低。钛合金加工时应选择高压冷却刀具,配合机床的高压泵,冷却压力可达60×105~150×105Pa。采用高压冷却刀具加工钛合金,可提高切削速度2~3倍,延长刀具使用寿命,改善钛合金切屑形态。切削钛合金工件时浇注切削液,切削力比干切钛合金减小5%~15%,径向力减小10%~15%,切削温度降低5%~10%,切削后钛合金表面形貌较好,块状黏结物较少,有利于获得较高的表面质量。
目前使用的Trim E206化合乳液,由8%的原液与92%的纯净水混合而成,浓度为7%~9%,在钛合金材料加工中能达到较好的加工效果,在车削、铣削和磨削加工中均可使用。Trim E206中含有特效添加剂,可有效控制积屑瘤的产生。切削液中添加有微小乳化分子,提高了切削液的稳定性,降低了加工过程中切削液的带走量,切削液更容易进入工件切削部位。除此之外,Trim E206有较强的抗油污能力,切削液残留物易溶于水及工作液,有利于维持设备及加工零件表面的整洁性。
4、铁合金表面完整性
4.1 钛合金锻件显微组织检测
钛合金显微组织检测是指对侵蚀处理后的钛合金零件表面用电子显微镜进行检测,观察钛合金材料具有的组织形貌特征、分布等,用以检测钛合金的金相组织是否符合相关标准及图样规范。钛合金锻件的显微组织检测步骤:锻件粗加工→表面抛光→表面侵蚀→清洗→吹干→显微检测。Ti6Al4V钛合金的显微检测如图2所示。

a)表面抛光 b)表面侵蚀

c)清水冲洗 d)显微检测
图2 Ti6Al4V钛合金的显微检测
锻件粗加工的目的是将α层完全去除。钛合金表面使用粒度400#~800#的氧化铝砂纸抛光,表面粗糙度值需达到Ra=0.025μm或更高等级要求。侵蚀使用Kroll试剂,按2%HF、4%HNO3及水溶液配成,将适量的Kroll试剂涂抹在抛光处理后的钛合金表面上,直至获得所需要的清晰组织后,在水中进行清洗并吹干,使用手持式电子显微镜对钛合金表面进行检测,组织中应含有10%~50%的初生α。图3所示Ti6Al4V钛合金显微组织形貌为合格的金相组织。
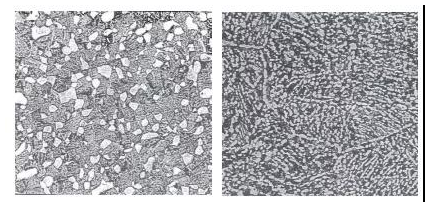
a)β转变基体中初生α b)β晶界不连续α
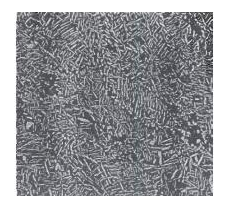
c)β晶粒片状α
图3 Ti6Al4V钛合金显微组织形貌
4.2 钛合金蓝色阳极化腐蚀检测
钛合金加工时,当刀片侧刃挤压磨损后,刀片抗冲击性能逐渐降低,导致钛合金已加工表面因挤压过热而产生加工硬化。通常采用蓝色阳极化腐蚀的方法对硬化等缺陷进行检测。钛合金工件蓝色阳极化腐蚀后的表面如图4所示。氧化后的钛合金工件经后处理溶解后,合格氧化膜的颜色应为均匀的浅蓝色(见图4a)。出现加工硬化的钛合金工件在腐蚀检测后,工件表面呈现出深蓝色(见图4b)或局部颜色较深(见图4c),且各部位的颜色不均匀。
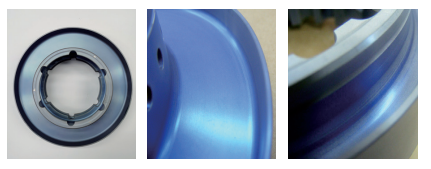
a)均匀浅蓝色 b)深蓝色 c)局部深蓝色
图4 钛合金工件蓝色阳极化腐蚀后的表面
蓝色阳极化腐蚀后,对于出现加工硬化的零件,可通过调整加工钛合金的切削刀具材质、涂层及切削角度,优化走刀路径及切削参数等方法,控制并消除加工硬化。
4.3 钛合金表面光饰加工
为了去除钛合金压气机盘、轮毂、叶轮、轴和转子隔圈的表面缺陷,提高零件的工作寿命,在对钛合金工件完成所有的机械加工工序后,可采用手动蝶式光饰的方法,对工件表面进行光饰加工。蝶式光饰需使用图5所示光饰加工工具:旋转气枪(转速18000r/min)、抛光杆、氧化铝或碳化硅砂布(规格10mm×20mm、粒度120#)。

a)旋转气枪 b)抛光杆 c)砂布
图5 光饰加工工具
钛合金工件内槽光饰加工如图6所示。为达到较好的光饰效果,可使用以下方法。
1)用氧化铝砂布沿其长度方向折叠,牢固地插入抛光杆前端夹持槽内,并按照与旋杆旋转方向相反的方向拧紧,每光饰一处工件表面后换一次新砂布(见图6a)。
2)旋转的砂布应在钛合金表面往复运动一个或两个周期,每个周期运动10~30s,往复运动速度约为1.57mm/s(见图6b)。
3)当对钛合金工件不同的表面进行光饰时,应在周期间更换砂布。使用手动光饰时,应使用适当的止动扳手或机械深度止动装置,来控制旋转砂布的穿过。

a)砂布安装 b)旋转抛光
图6 钛合金工件内槽光饰加工
5、结束语
钛合金属于典型的难加工材料,加工时由于切削抗力大、切削温度高且刀具磨损严重,所以选择合理的刀具材料及刀片角度是钛合金加工面临的首要问题。含Ti硬质合金刀具抗扩散磨损性能较好,切削时刀具表面形成稳定的钛合金黏结层,可以起到抑制磨损的作用。随着国产刀具的发展,钛合金的加工效率逐渐提高,节约了加工成本,对实现发动机整体国产化起到了积极作用。在生产实践中,钛合金加工应基于企业现有技术、设备、管理和成本等条件,选择合理的定位工装,利用企业信息化数据平台优选切削参数,逐渐摒弃只凭经验、类比选择参数的粗放型加工理念。
通过对钛合金锻件进行显微组织检测,对粗加工后钛合金的金相组织进行了对比评定;光饰加工可有效去除钛合金表面的加工及材料缺陷,提高工件使用寿命;蓝色阳极化腐蚀检测可以有效识别钛合金在加工过程中出现的加工硬化等缺陷;有效控制钛合金加工表面完整性,对稳定钛合金加工质量,提高钛合金工件使用寿命有重要意义。
本文发表于《金属加工(冷加工)》2021年第7期1~55页,作者:中国航发西安航空发动机有限公司黄强,原标题:《航空钛合金加工方法及表面完整性控制技术》。

